熱熔對接之原理是同時加熱兩根管材端的表面。接著在冷卻階段,將兩根管材在穩定的壓力下加壓接合。為防止後續拉電纜碰到阻礙,冷卻期間擠出的內部熔珠必須刮除。
1、設定熔接參數(預熱、加熱、對接)

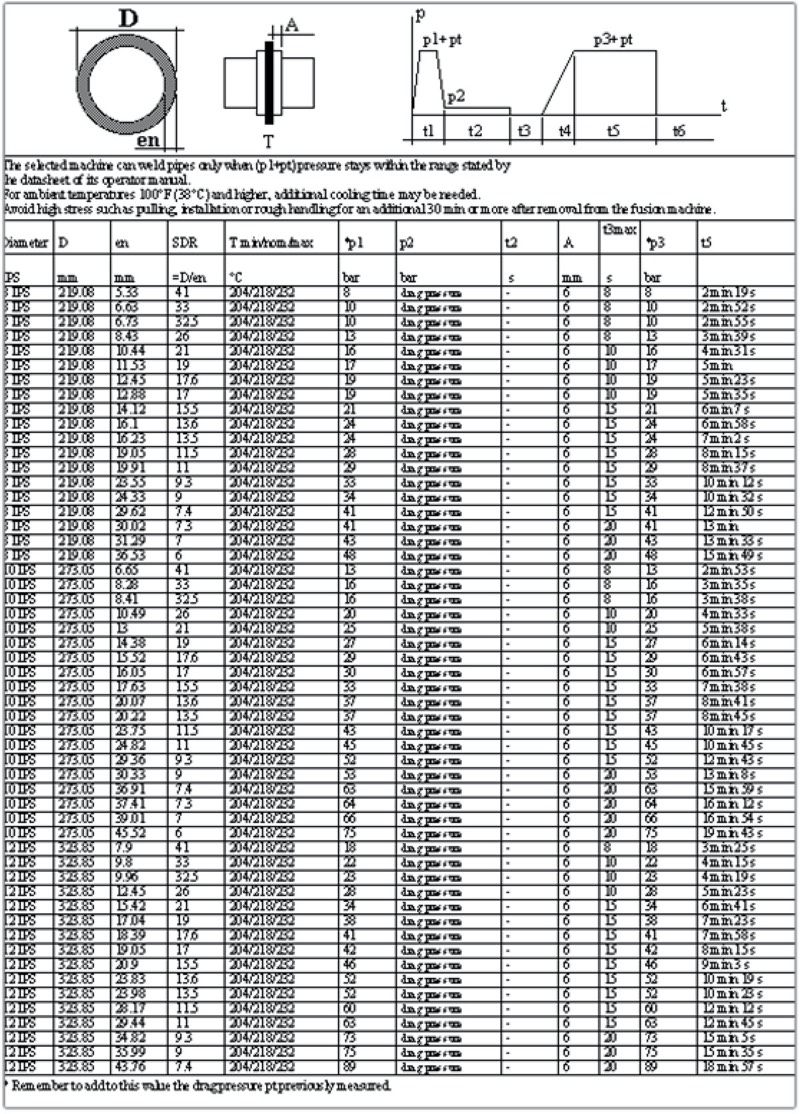
2、將兩段管材安裝於兩側夾具上。調整夾具使管材和熔接面保持平行:
3、將刨刀放置於兩管材之間。刨除兩管材端之不平整接面

4、安裝內熔珠刮刀


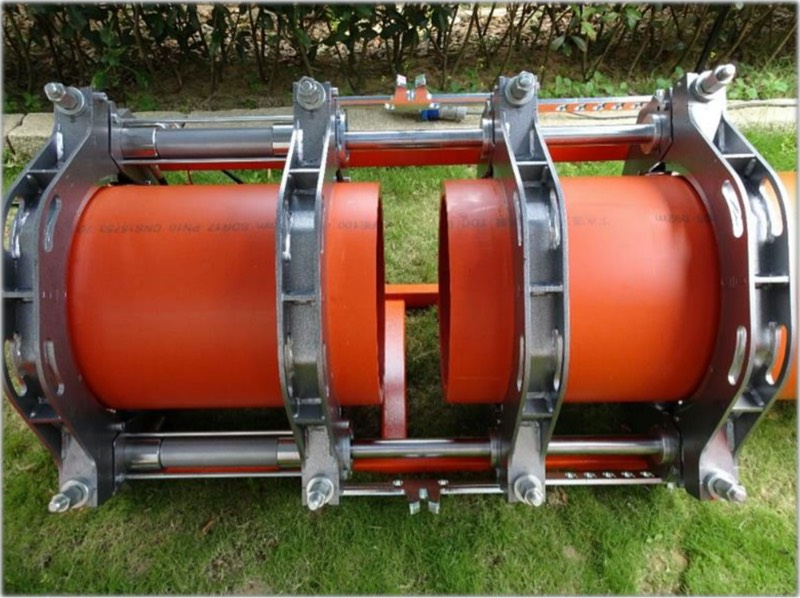
5、安裝加熱板。按下按鍵,管材端將與加熱板貼合至設定壓力

6、當加熱完成,油壓工具將自動打開,允許移除加熱板
7、按下按鍵開始熔接。兩管材端端以設定壓力加壓冷卻

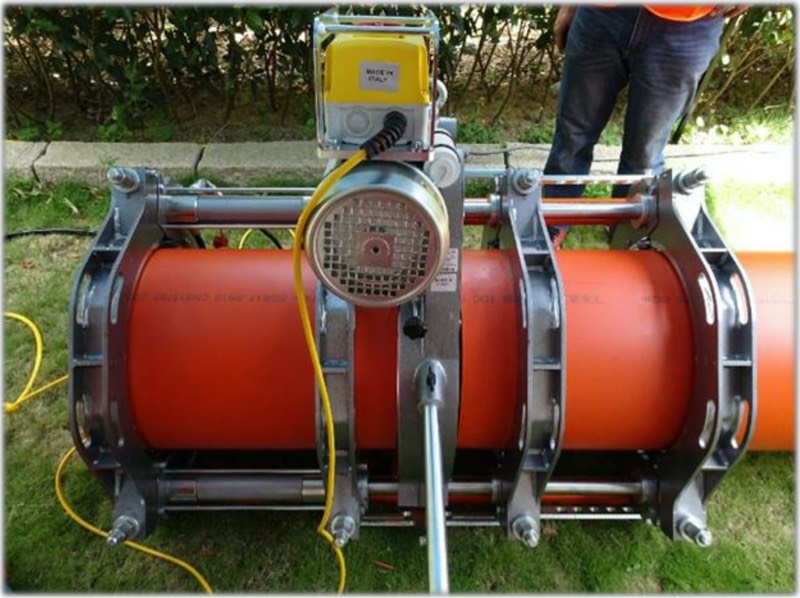
8、當過完冷卻時間的三分之一,安裝內熔珠刮刀並開始內熔珠刮除作業。完成後,卸下內熔珠刮刀並檢查熔珠是否完全刮除


9、冷卻階段完成後,即熱熔對接完成。可將熔接報告傳送至電腦,確認熔接品質